 |
|
|
|
2012/2/18 更新
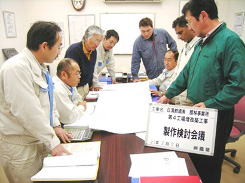
■男たちの仕事場■

現在のわたしの仕事は建築鉄骨の製作に携わっている技術士です。
一般住宅から高層ビルまで設計施工している会社に勤めております。写真で見られる様に
かなり工場内も現場も危険が伴っております。
我社の方針はどんな作業でも出来る用に部署転換します。
設計・積算・柱、梁の組み立て・マシンオペレーター・重機オペレーター
材料運搬・工場内溶接・ペンキなど
わたしは一通りの経験を積んできましたが
建築鉄骨のお仕事は奥が深いですね。
現在は夜のシフトで溶接作業を重点にお仕事をしております。
※各工程をクリックすると、
画像が切り替わります。
■作業工程■
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
鉄骨生産工場類別認定
↑地図上にマウスを重ねると各県の地区名が表示されます。
上の3つの項目を選択した後、押してください。
【Jグレード】
1.鉄骨溶接構造の3階以下の建築物(延べ床面積500㎡以内、高さ13m以下かつ軒高10m以下)とする。
2.400N級鋼で板厚16mm以下の鋼材とする。ただし、通しダイアフラム(開先なし)は400N及び490N級鋼で板厚22mm以下とし、ベースプレートの板厚は別記の「ベースプレートの板厚」による。
3.作業条件は原則として下向姿勢とし、溶接技能者の資格はSA-2F又はA-2Fとする。ただし、横向姿勢を用いる場合は、溶接技能者の資格はSA-2F、2H又はA-2F、2Hとし、かつ溶接管理技術者はWES2級又は鉄骨製作管理技術者2級あるいは管理の実務を3年以上経験した2級建築士の資格を保有していること。また、横向姿勢による突合せ溶接部の超音波探傷検査は全数とする。
4.溶接材料と入熱、パス間温度の組合せは別記の「入熱・パス間温度」による。
〔別記〕
「ベースプレートの板厚」
|
溶接方法 |
鋼 種 |
最大板厚 |
備 考 |
|
CO2ガスシールドアーク溶接 |
400N級鋼 |
75mm以下 |
※1 |
|
SS400 |
50mm以下 |
||
|
490N級鋼 |
50mm以下 |
||
|
低水素系被覆アーク溶接 |
400N級鋼 |
40mm未満 |
|
|
490N級鋼 |
32mm未満 |
||
|
低水素系以外の被覆アーク溶接 |
400N級鋼 |
25mm未満 |
「入熱・パス間温度」
|
鋼材の種類 |
溶接材料 |
入 熱 |
パス間温度 |
|
400N級鋼 |
JIS Z 3211、3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
|||
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
400N級 |
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
【Rグレード】
1.鉄骨溶接構造の5階以下の建築物(延べ床面積3,000㎡以内、高さ20m以下)とする。
2.400N及び490N級鋼で板厚25mm以下の鋼材とする。ただし、通しダイアフラム(開先なし)の板厚は32mm以下とし、 ベースプレートの板厚及びGコラムのパネル厚肉部の板厚は、別記の「ベースプレートの板厚及びGコラムのパネル厚肉部の板厚」による。
3.作業条件は原則として下向姿勢とし、溶接技能者の資格はSA-3F又はA-3Fとする。ただし、横向姿勢を用いる場合は、溶接技能者の資格はSA-3F、3H又はA-3F、3Hとし、横向姿勢による突合せ溶接部の超音波探傷検査は全数とする。
4.溶接材料と入熱、パス間温度の組合せは別記の「入熱・パス間温度」による。
〔別記〕
「ベースプレートの板厚及びGコラムのパネル厚肉部の板厚
|
溶接方法 |
鋼 種 |
最大板厚 |
備 考 |
|
CO2ガスシールドアーク溶接 |
400N級鋼 |
75mm以下 |
※1 国土交通大臣認定品かつ降伏点325N級の鋼材 |
|
SS400 |
50mm以下 |
||
|
490N級鋼 |
50mm以下 |
||
|
低水素系被覆アーク溶接 |
400N級鋼 |
40mm未満 |
|
|
490N級鋼 |
32mm未満 |
||
|
低水素系以外の被覆アーク溶接 |
400N級鋼 |
25mm未満 |
「入熱・パス間温度」
|
鋼材の種類 |
溶接材料 |
入 熱 |
パス間温度 |
|
400N級鋼 |
JIS Z 3211、3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
|||
|
YGW-18、19 |
|||
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
490N級鋼 |
JIS Z 3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
|
|
YGW-18、19 |
40KJ/cm以下 |
350℃以下 |
|
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
400N級 |
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
|
YGW-18、19 |
40KJ/cm以下 |
350℃以下 |
|
|
490N級 |
YGW-18、19 |
30KJ/cm以下 |
250℃以下 |
【Mグレード】
1.鉄骨溶接構造の400N及び490N級鋼で板厚40mm以下の鋼材とする。ただし、通しダイアフラム(開先なし)の板厚は400N及び490N級鋼で50mm以下とし、ベースプレートの板厚、Gコラム及びSTコラムのパネル厚肉部の板厚は40mmを超えることが出来るが、溶接方法、鋼種及び板厚に応じた適切な予熱を行ったうえで溶接するものとする。
2.作業条件は下向及び横向姿勢とする。溶接技能者の資格はSA-3F、3H又はA-3F、3Hとする。
3.溶接材料と入熱、パス間温度の組合せは別記の「入熱・パス間温度」による。
〔別記〕入熱・パス間温度
|
鋼材の種類 |
溶接材料 |
入 熱 |
パス間温度 |
|
400N級鋼 |
JIS Z 3211、3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
|||
|
YGW-18、19 |
|||
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
490N級鋼 |
JIS Z 3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
|
|
YGW-18、19 |
40KJ/cm以下 |
350℃以下 |
|
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
400N級 |
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
|
YGW-18、19 |
40KJ/cm以下 |
350℃以下 |
|
|
490N級 |
YGW-18、19 |
30KJ/cm以下 |
250℃以下 |
【Hグレード】
1.鉄骨溶接構造の400N、490N及び520N級鋼で板厚60mm以下の鋼材とする。ただし、通しダイアフラム(開先なし)は400N,490N及び520N級鋼で板厚70mm以下の鋼材とし、ベースプレートの板厚、Gコラム及びSTコラムのパネル厚肉部の板厚は60mmを超えることが出来るが、溶接方法、鋼種及び板厚に応じた適切な予熱を行ったうえで溶接するものとする。
2.作業条件は下向、横向及び立向姿勢とする。溶接技能者の資格はSA-3F、3H、3V又はA-3F、3H、3Vとする。
3.溶接材料と入熱、パス間温度の組合せは別記の「入熱・パス間温度」による。
〔別記〕入熱・パス間温度
|
鋼材の種類 |
溶接材料 |
入 熱 |
パス間温度 |
|
400N級鋼 |
JIS Z 3211、3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
|||
|
YGW-18、19 |
|||
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
490N級鋼 |
JIS Z 3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
|
|
YGW-18、19 |
40KJ/cm以下 |
350℃以下 |
|
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
520N級鋼 |
YGW-18、19 |
30KJ/cm以下 |
250℃以下 |
|
400N級 |
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
|
YGW-18、19 |
40KJ/cm以下 |
350℃以下 |
|
|
490N級 |
YGW-18、19 |
30KJ/cm以下 |
250℃以下 |
【Sグレード】
1.全ての建築鉄骨溶接構造とする。
2.使用する鋼種及び溶接材料に適合した、適切な作業条件を自主的に計画し、適切な品質の鉄骨を製作できる体制を整えている。
〔別記〕入熱・パス間温度
|
鋼材の種類 |
溶接材料 |
入 熱 |
パス間温度 |
|
400N級鋼 |
JIS Z 3211、3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
|||
|
YGW-18、19 |
|||
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
490N級鋼 |
JIS Z 3212 |
40KJ/cm以下 |
350℃以下 |
|
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
|
|
YGW-18、19 |
40KJ/cm以下 |
350℃以下 |
|
|
JIS Z 3214 |
|||
|
YGA-50W、50P |
|||
|
520N級鋼 |
YGW-18、19 |
30KJ/cm以下 |
250℃以下 |
|
400N級 |
YGW-11、15 |
30KJ/cm以下 |
250℃以下 |
|
YGW-18、19 |
40KJ/cm以下 |
350℃以下 |
|
|
490N級 |
YGW-18、19 |
30KJ/cm以下 |
250℃以下 |
■溶接について■
| 溶接作業 |
|
| 鋼構造物の製作における溶接作業に従事する溶接技能者についての資格であり、溶接作業を行う技能者の技量を一定の基準(JIS、WESなど)に基づいて評価試験を行い、資格の格付けと認証を行うものです。 |
| 資格の種別 | 適用している規格 |
| 手溶接技能者 | JIS Z 3801 手溶接技術者検定における試験方法及び判定基準 WES 8201 手溶接技能者の資格認証基準 |
| 半自動溶接技能者 | JIS Z 3841 半自動溶接技術者検定における試験方法及び判定基準 WES 8241 半自動溶接技能者の資格認証基準 |
| ステンレス鋼 溶接技能者 |
JIS Z 3821 ステンレス鋼溶接技術者検定における試験方法及び判定基準 WES 8221 ステンレス鋼溶接技能者の資格認証基準 |
| 15歳以上で、基本給(F:下向き)の場合1ヶ月以上、専門級(V:立向き、H:横向き、O:上向き、P:管)の場合3ヶ月以上の実務経験が必要です。なお、受験にあたっては、労働安全衛生法及び労働安全規則に基づく「アーク溶接等特別教育」を修了していることが望ましい。 |
| ●溶接の種類 | ||
| 手溶接 | 半自動溶接 | ステンレス溶接 |
| N:被覆アーク溶接(裏当金なし) | SN:半自動アーク溶接 (裏当金なし) |
CN:被覆アーク溶接 (裏当金なし) |
| A:被覆アーク溶接(裏当金あり) | SA:半自動アーク溶接 (シールドガス・裏当金あり) |
CA:被覆アーク溶接 (裏当金あり) |
| T:全層ティグ(裏当金なし) | SC:組合せ溶接 (初層ティグ・裏当金なし) |
TN:ティグ溶接(裏当金なし) |
| C:組合せ溶接 (初層ティグ・裏当金なし) |
SS:半自動アーク溶接 (セルフシールド・裏当金あり) |
MN:溶極式アーク溶接 (裏当金なし) |
| MA:溶極式アーク溶接 (裏当金あり) |
||
| ●板の厚さ | ||
| 1:薄板 | ||
| 2:中板 | ||
| 3:厚板 | ||
| ●板の向き | ||
| F:下向【基本級】 | ||
| V:立向【専門級】 | ||
| H:横向【専門級】 | ||
| O:上向【専門級】 | ||
| P:パイプ(管)【専門級】 | ||
| PM:パイプ【専門級】 | ||
| 半自動溶接 ・機種 ナショナル・パナスターRFⅡ350(5台)、ダイヘン・デジタルオートDM−350(5台) ・電極ワイヤー ソリッドワイヤー 径1.2mm(銘柄YM−50) ・被包ガス CO2 |
| ステンレス鋼溶接 ・ティグ機種 パナソニック・YCー300WS4、パナソニック・YC−300WX4 ナショナル・WX−300 ・被包ガス Ar |
| ※上記以外の溶接機及びワイヤー等を使用する受験者は各自持参下さい。 |
|
| 鋼構造物の製作における溶接作業に従事する溶接技能者についての資格であり、溶接作業を行う技能者の技量を一定の基準(JIS、WESなど)に基づいて評価試験を行い、資格の格付けと認証を行うものです。 |
| 資格の種別 | 適用している規格 |
| 手溶接技能者 | JIS Z 3801 手溶接技術者検定における試験方法及び判定基準 WES 8201 手溶接技能者の資格認証基準 |
| 半自動溶接技能者 | JIS Z 3841 半自動溶接技術者検定における試験方法及び判定基準 WES 8241 半自動溶接技能者の資格認証基準 |
| ステンレス鋼 溶接技能者 |
JIS Z 3821 ステンレス鋼溶接技術者検定における試験方法及び判定基準 WES 8221 ステンレス鋼溶接技能者の資格認証基準 |
| 15歳以上で、基本給(F:下向き)の場合1ヶ月以上、専門級(V:立向き、H:横向き、O:上向き、P:管)の場合3ヶ月以上の実務経験が必要です。なお、受験にあたっては、労働安全衛生法及び労働安全規則に基づく「アーク溶接等特別教育」を修了していることが望ましい。 |
| ●溶接の種類 | ||
| 手溶接 | 半自動溶接 | ステンレス溶接 |
| N:被覆アーク溶接(裏当金なし) | SN:半自動アーク溶接 (裏当金なし) |
CN:被覆アーク溶接 (裏当金なし) |
| A:被覆アーク溶接(裏当金あり) | SA:半自動アーク溶接 (シールドガス・裏当金あり) |
CA:被覆アーク溶接 (裏当金あり) |
| T:全層ティグ(裏当金なし) | SC:組合せ溶接 (初層ティグ・裏当金なし) |
TN:ティグ溶接(裏当金なし) |
| C:組合せ溶接 (初層ティグ・裏当金なし) |
SS:半自動アーク溶接 (セルフシールド・裏当金あり) |
MN:溶極式アーク溶接 (裏当金なし) |
| MA:溶極式アーク溶接 (裏当金あり) |
||
| ●板の厚さ | ||
| 1:薄板 | ||
| 2:中板 | ||
| 3:厚板 | ||
| ●板の向き | ||
| F:下向【基本級】 | ||
| V:立向【専門級】 | ||
| H:横向【専門級】 | ||
| O:上向【専門級】 | ||
| P:パイプ(管)【専門級】 | ||
| PM:パイプ【専門級】 | ||
| 半自動溶接 ・機種 ナショナル・パナスターRFⅡ350(5台)、ダイヘン・デジタルオートDM−350(5台) ・電極ワイヤー ソリッドワイヤー 径1.2mm(銘柄YM−50) ・被包ガス CO2 |
| ステンレス鋼溶接 ・ティグ機種 パナソニック・YCー300WS4、パナソニック・YC−300WX4 ナショナル・WX−300 ・被包ガス Ar |
| ※上記以外の溶接機及びワイヤー等を使用する受験者は各自持参下さい。 |

電動ファン付き呼吸用保護具【ライフセーバー】 ライフセーバー MP帽ダクト内臓タイプ
|
 |
 
イクラ自動液晶溶接面 |

日本ニュ−マチック(NPK)製のフラックスハンマのNF-00 |
 |
  溶接用:革ジャンパー・革手袋 |



建築鉄骨の溶接は、建築特有のディテールとその複雑さから、高度の技術を要求されるため、これらを考慮した技量付加試験を実施して建築鉄骨溶接技能者の技量を確認することが個々の工事単位で行われていました。AW検定協議会は、この個々の工事単位で行われていた技量付加試験を統一的に行うことで工事監理や施工管理の省力化と鉄骨製作会社の負担軽減を図ることを主目的として発足しました。溶接品質は決して検査のみでは確保できず、基本的には工程(プロセス)で作り込まれます。溶接技能者の技量はこのプロセスを支えているものであり、この技量が確保されてはじめて品質確保のスタートラインにたてると考えられます。JISによる溶接技能者資格は「溶接を使用する業界全体をカバーする一般的資格」であり、AW検定試験資格は「建築鉄骨溶接独自の資格」と考えることができます。
AW検定協議会は、このような考え方のもと、工事監理や施工管理の省力化と鉄骨製作会社の負担軽減はもとより、ますます多様化する建築鉄骨の品質・安全性と溶接関連技術の向上ならびにその普及に寄与すると共に、建築鉄骨溶接技能者の有する高度な技術に対する社会的評価の高揚を図ることを目的として活動しています。
■建築鉄骨溶接の特異性(造船や橋梁と比較して)
AW検定では、品質を確保するための高度な溶接技術が要求される建築鉄骨溶接技術の水準を審査し、確かな溶接技能者に資格を与えます。
AW検定試験の流れ
| 資格 | 鋼製エンドタブ | 代替エンドタブ | ||||
|---|---|---|---|---|---|---|
| 完全溶込み溶接 (略称S種) |
隅肉溶接 (略称A種) |
完全溶込み溶接 (略称S種C類) |
||||
| 下向(F) | 横向(H) | 水平(H) | 立向(V) | 下向(F) | 横向(H) | |
| 工場溶接資格 (鋼製エンドタブ) |
○ | ○ | △ | △ | − | − |
| 工場溶接資格 (代替エンドタブ) |
○ | ○ | △ | △ | ○ | ○ |
△:既取得資格により免除の場合あり。
| 資格 | 鋼製エンドタブ試験 | 代替エンドタブ試験 | ||||
|---|---|---|---|---|---|---|
| 完全溶込み溶接 (略称 現場S種G類) |
完全溶込み溶接 (略称現場S種D類) |
|||||
| 下向(F) | 横向(H) | 立向(V) | 下向(F) | 横向(H) | ||
| 工事現場溶接資格 (鋼製エンドタブ) |
Ⅱ類 | ○ | ○ | − | − | − |
| Ⅲ類 | ○ | ○ | ○ | − | − | |
| 工事現場溶接資格 (代替エンドタブ) |
Ⅳ類 | ○ | ○ | − | ○ | − |
| Ⅴ類 | ○ | ○ | − | ○ | ○ | |
| 資格 | 直管継手 V形完全溶込み溶接 |
分岐継手 完全溶込み一部隅肉溶接 |
|---|---|---|
| 鋼管溶接資格 | ○ | ○ |
| 資格 | 平板十字継手溶接 | 角形鋼管 継手溶接 |
円形鋼管 継手溶接 |
|||
|---|---|---|---|---|---|---|
| 下向(F) | 横向(H) | 立向(V) | 下向(F) | 下向(F) | ||
| ロボット溶接 オペレータ資格 |
RT種(F) | ○ | − | − | − | − |
| RT種(H) | − | ○ | − | − | − | |
| RT種(V) | − | − | ○ | − | − | |
| RC種(F) | − | − | − | ○ | − | |
| RP種(F) | − | − | − | − | ○ | |
(注)RT種試験に用いるエンドタブの種類(鋼製エンドタブ又は代替エンドタブ)は選択制になっています。
![]()






